沙钢提高钢板HAZ韧性“SHTT”技术研发及应用
发布人:Super User 发布时间:2012-12-01 浏览次数:3857大中小
大线能量焊接用钢板是指在大线能量(≥100kJ/cm)焊接条件下能够确保焊接热影响区的低温冲击韧性的钢板。而普通级别钢板一般只能承受较小线能量(≤50kJ/cm)的焊接。采用大线能量焊接钢板,可减少焊接道次、提高效率,因此在船舶、建筑、桥梁等大型钢结构件中得到了广泛应用。比如船体外壳的建造一般采用垂直气电立焊方法,厚度规格40-80mm的钢板需要一次性焊透,其焊接线能量达400-600kJ/cm;高层建筑钢结构中的箱梁建造中,经常需要采用焊接线能量600-1000kJ/cm的电渣焊接方法完成厚度60-100mm钢板的一次性焊接。对于40mm厚普通钢板,采用热输入40kJ/cm的线能量约需焊接18道次,而采用热输入量为400kJ/cm的气电立焊方法单道次便可完成,焊接效率提高近5倍。
大线能量焊接用钢板的研制,涉及到炼钢、轧钢和焊接等多领域专业知识,因此该项技术覆盖面广、难度大。以日本新日铁为代表的日本钢铁企业掌握了该项技术,并申请专利技术保护。目前,国内船舶建造中需要的此类钢板均从日本进口,不仅价格昂贵,而且供货周期长,严重制约了船舶行业的发展。
为应对以上挑战,沙钢经过近3年的系统研究和中试,成功开发了提高大线能量焊接条件下HAZ韧性的“SHTT”(Shasteel High HAZ Toughness Technology)技术。该技术应用到船舶、建筑、桥梁等领域用钢上,可显著提升钢板的焊接性能。
1、影响HAZ韧性的因素
对于传统的C-Mn结构钢,大线能量焊接时,熔合线附近位置可被加热到1400℃以上并停留较长时间(3-60s),这将导致奥氏体发生显著长大;辅以较低的冷却速度,在随后的相转变过程中容易生成粗大的晶界铁素体(GBF)和侧板条铁素体(FSP),恶化HAZ韧性。由于GBF和FSP均在原奥氏体晶界处形核,相转变热力学表明:GBF和FSP的长度均随原奥氏体晶粒尺寸的增大而增大。因此通过控制原奥氏体晶粒长大,以减小GBF和FSP的尺寸,从而达到间接提高HAZ韧性的目的。
对于低碳(≤0.1wt.%)低合金高强钢(抗拉强度≥490MPa)来说,微合金化元素Nb、V等的加入会促进大线能量焊接HAZ中上贝氏体类(UB)组织的产生。该类组织常常伴随大量脆性M-A岛的形成,从而形成裂纹快速传播的通道,恶化HAZ韧性。
2、提高HAZ韧性“SHTT”技术的开发
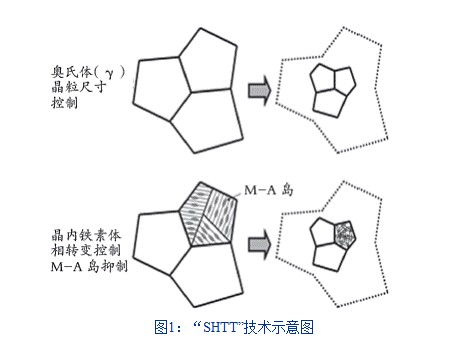
SHTT技术主要包括3方面内容:①焊接熔合线旁γ粗大化抑制;②γ晶粒内部微细化组织控制;③脆性断裂组元M-A岛的抑制。图1为该技术的示意图。
2.1、焊接熔合线旁γ粗大化抑制
已有研究表明:在线能量≤150kJ/cm的条件下,TiN粒子是有效的奥氏体晶粒长大的抑制剂。但当焊接线能量进一步增加时,焊接接头熔合线附近区域在1350-1450℃高温区的停留时间将显著延长,使得大部分TiN粒子溶解掉,从而失去抑制作用。本技术采用高温稳定性更好的Ti/Mg复合氧化物粒子,从而可以在更高的焊接线能量条件下来有效阻止奥氏体晶粒长大。
2.2、γ晶粒内部微细化组织控制
Ti/Mg复合氧化物粒子在有效抑制奥氏体晶粒长大而提高HAZ韧性的同时,也能充当焊后冷却相转变过程中晶内铁素体形核质点的作用。两方面的效果叠加有效抑制了粗大GBF和FSP的生成,提高了HAZ韧性。
B是容易偏聚晶界的元素,也是有效抑制GBF和FSP相转变的元素。在焊接热循环的加热过程中,原有的TiN粒子会发生溶解,释放出的自由N原子在随后的冷却过程中来不及重新与Ti结合析出,从而影响冲击韧性。B的添加可吸收这部分自由N原子,并能在随后的冷却过程中以BN析出。一方面可消除自由N原子对冲击韧性的不利影响;另一方面形成的BN也可以作为晶内铁素体形核的质点,促进晶内铁素体的生成,从而提高HAZ韧性。
2.3、脆性断裂组元M-A岛的抑制
对于抗拉强度≥490MPa的低合金高强结构钢,大线能量焊接HAZ中常常伴有脆性断裂组元M-A岛的生成。较低的C、Si和Nb含量可改善M-A组元的生成,组合使用可显著降低M-A形成的几率,从而提高焊接热影响区的冲击韧性
3、“SHTT”技术的工业应用
依托国内目前最先进的5m宽厚板生产线,该项技术已被成功应用于船舶、建筑等领域用钢的开发上。厚度规格≤60mm的船舶、建筑、桥梁等领域钢板可热轧态交货。
3.1、在船板上的应用
表1为开发船板EH40的成分,属低碳当量设计。40mm厚轧板的1/4和1/2板厚处的金相组织,主要由针状铁素体构成。图2为板厚1/4处的透射电子像,观察到大量尺寸在30-200nm之间的氧化物粒子(箭头所示),EDS数据显示该类粒子为含Ti、Mg的复合氧化物粒子,经统计该类粒子的面密度≥4×106个/mm2。表2为钢板的拉伸性能和冲击性能,满足船级社对EH40级别钢种的性能要求。
表1:船板EH40的化学成分%
|
C
|
Si
|
Mn
|
P
|
S
|
Nb+Ti+V
|
Others
|
SHTT
|
Ceq
|
Pcm
|
|
0.05
|
0.15
|
1.50
|
0.006
|
0.003
|
≤0.04
|
Cu,Ni,B,etc
|
treated
|
0.36
|
0.17
|
Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
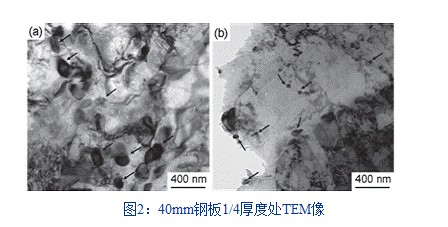
表2:热轧态船板EH40的力学性能
|
位置
|
拉伸性能
|
冲击性能,J
|
||||
|
屈服强度,MPa
|
抗拉强度,MPa
|
延伸率,%
|
屈强比
|
-40℃
|
-60℃
|
|
|
1/4t
|
432
|
541
|
26.5
|
0.80
|
346
|
336
|
|
1/2t
|
417
|
526
|
28.5
|
0.79
|
338
|
327
|
对40mm厚热轧态钢板开展气电立焊试验,焊接材料选用SC-EG2(Φ1.6mm),焊接热输入为400kJ/cm,且一次焊透。焊接接头无焊接裂纹和缺陷,质量完好。气电立焊接头抗拉性能、冷弯性能满足要求,其热影响区低温冲击性能优异。
3.2、在建筑钢板上的应用
表3为开发屈服强度390MPa级别建筑钢板的成分。热轧态60mm厚钢板的1/4和1/2板厚处的金相组织,主要由多边形铁素体、针状铁素体和少量珠光体构成。由于采用了SHTT技术,钢板中同样得到了大量的含Ti、Mg的复合氧化物粒子,统计显示该类粒子的面密度≥4.2×106个/mm2。表4为钢板的拉伸性能和冲击性能,满足屈服强度390MPa级别建筑用钢的性能要求。
表3:钢板Q390E的化学成分%
|
C
|
Si
|
Mn
|
P
|
S
|
Ti+Nb
|
Others
|
SHTT
|
Ceq
|
Pcm
|
|
≤0.09
|
0.15
|
1.50
|
0.006
|
0.003
|
≤0.04
|
Cu,Ni,B,etc
|
treated
|
0.38
|
0.17
|
Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+M0/4+V/14
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
表4:热轧态建筑钢板Q390E的力学性能
|
位置
|
拉伸性能
|
冲击性能,J
|
||||
|
屈服强度,MPa
|
抗拉强度,MPa
|
延伸率,%
|
屈强比
|
-40℃
|
-60℃
|
|
|
1/4t
|
422
|
524
|
28.8
|
0.80
|
316
|
305
|
|
1/2t
|
412
|
518
|
27.6
|
0.80
|
308
|
292
|
对60mm厚热轧态钢板开展电渣焊接,焊接材料选用JW7(Φ1.6mm),焊接热输入为550kJ/cm,且一次焊透。电渣焊接接头质量完好,无焊接裂纹等缺陷。电渣焊接接头热影响区的粗晶区宽度由普通钢的5.5mm减小到1.1mm。可见在焊接的加热过程中,奥氏体的长大得到了有效抑制。气电立焊接头抗拉性能、冷弯性能满足要求,其热影响区低温冲击性能优异。
4、结语
经过系统研究和探索,基于高温奥氏体晶粒长大控制技术和晶内微细组织相转变控制技术,开发出了提高钢板焊接热影响区韧性的“SHTT”技术。该技术综合集成了冶炼、轧制和焊接三领域技术于一身。依托目前国内先进的5m宽厚板轧机生产线,该技术已成功应用于船舶、建筑等领域用钢的开发上,钢板屈服强度≥400MPa,满足E级冲击韧性要求,满足焊接热输入量达550kJ/cm的焊接需求,厚度规格≤60mm时可热轧态供货。
信息来源:冶金信息网

