技术改造树样板:中山中粤UCM可逆冷轧机AGC改造项目顺利完成
发布人:Super User 发布时间:2014-11-16 浏览次数:4121大中小
2014年10月,由我室孙杰博士和陈树宗(博士后)承担的广东中山中粤1100mm单机架UCM可逆冷轧机AGC升级改造项目顺利通过中山中粤马口铁工业有限公司的验收,并已成功投入生产。该项目的完成是我室单机架冷轧薄板领域的又一标志性成果,树立了技术改造转型发展、增加效益的样板。
广东中山中粤1100mm单机架UCM六辊可逆轧机生产成品带钢厚度为0.16-0.45mm、宽度为700-975mm的镀锡基板。随着现代工业的发展,下游行业对马口铁的厚度精度提出了越来越高的要求,该轧机的AGC系统已不能满足市场要求。针对这一情况,广东中山中粤与我室签订技术合作协议,对该轧机进行AGC改造。
该项目运用了我室一系列具有自主知识产权的专用技术,取得了良好的效果:
(1) 增加过程自动化控制系统。本次改造增加了RAL自主开发的过程自动化控制系统(L2级),以实现对轧制过程的道次分配、辊缝、张力等进行设定,提高带钢头部的命中率,降低带钢头部超差长度。系统可通过前几道次的实际轧制数据对模型进行实时修正以提高后续道次的设定精度。同时,系统提供有完善的跟踪、管理、采集/显示、报表打印等功能。
(2)在更新后的硬件和软件平台上,采用东北大学RAL开发出的高性能AGC带材厚度控制系统,通过秒流量AGC、前馈AGC、监控AGC、轧制效率补偿及轧制参数在线计算等先进控制方式实现对厚度的高精度控制,减少带钢的头尾超差长度。
(3)采用了我室自主开发的ralHisgraph 软件,该软件基于DP和工业以太网的数据采集及分析系统可实时采集并保存系统数据,为设备维修改进及产品质量提供有效精准的状态数据。
系统全面升级改造完成后,产品的质量得到明显的提高。在升降速状态时,厚度精度控制在5μm以内;稳速状态时,厚度波动保持在2-3μm以内;头尾超差长度由改造前的300m减少至60m。改造投产后的产品质量得到了公司和下游客户的高度认可。
技术创新和技术改造是后工业化时代的主旋律,中山中粤AGC项目是我室“在改造中创新,在创新中改造”活动中的重点项目。该项目的成功促进了企业转型升级,为企业技术改造、创新发展树立了又一样板。
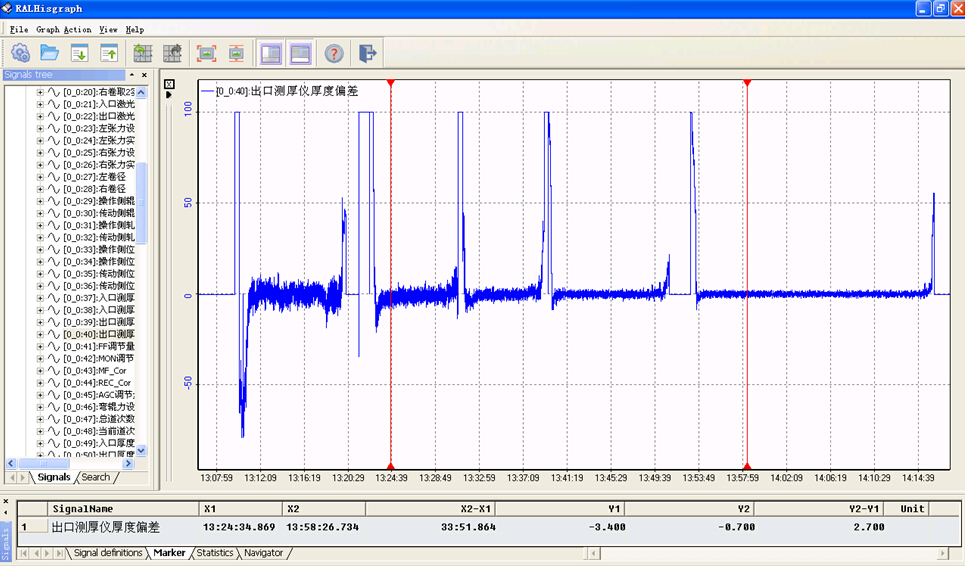
各个道次的出口厚度曲线(ralHisgraph)

1100mmUCM 6辊单机架冷轧机
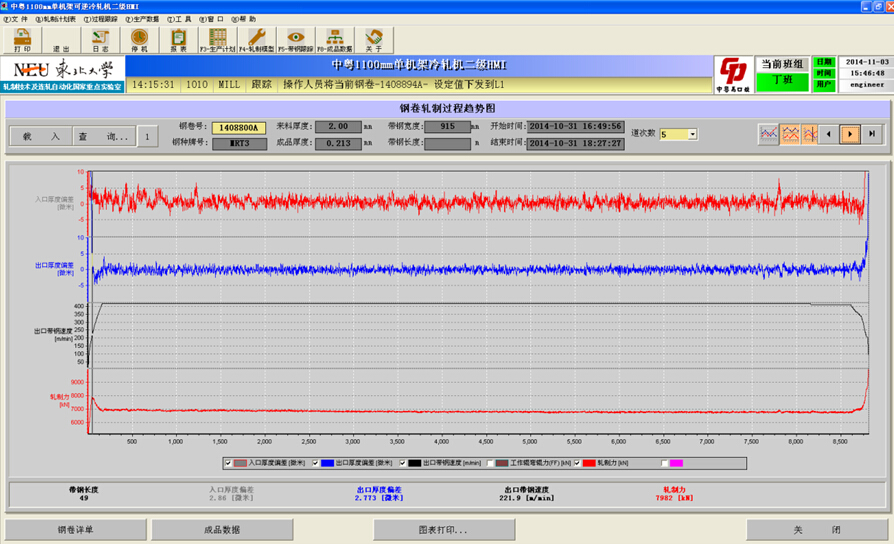
RAL开发的二级人机界面显示优良的控制效果

