优秀个人成果:短冷却线卷取温度智能控制方法研究与应用
发布人:Super User 发布时间:2017-01-14 浏览次数:574大中小
为适应高速精轧机组的生产节奏并实现带钢灵活多样的轧后冷却路径控制,现代常规热连轧线通常配置有长度达百米的轧后冷却系统。然而,国内部分热连轧线受原产品定位、设备投资等影响,通常仅配置有数十米的轧后冷却系统。采用低温卷取工艺以及生产厚规格带钢时,受轧后冷却设备总长限制,轧后冷却控制策略的灵活性受到明显制约,卷取温度控制精度难以满足日益增长的工艺需求。因此,该类产线卷取温度高精度控制方法的开发,对其产品质量和成材率的提高意义重大。
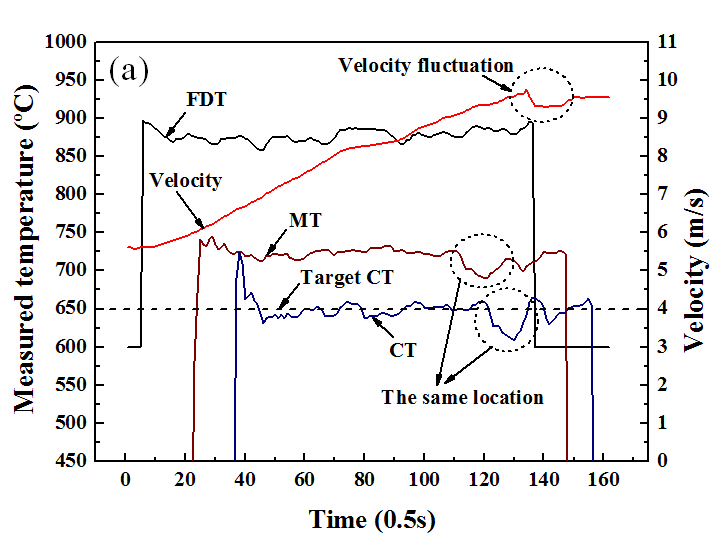
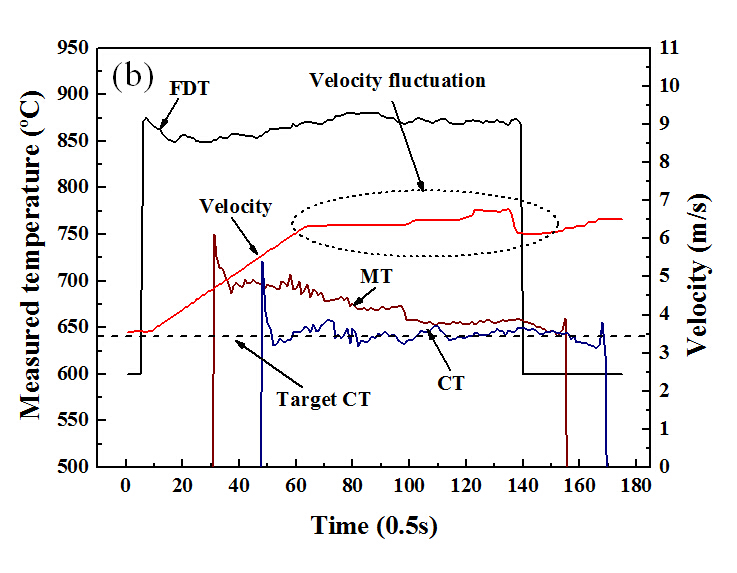
结合轧后冷却设备布置现状,将整个轧后冷却系统由层流冷却中间测温仪处划分为两部分,分别称之为1#冷却段和2#冷却段。1#冷却段作为轧后冷却的主体冷却段,实现带钢的主体温降。2#冷却段作为轧后冷却的智能修正冷却段,实现对带钢卷取温度的进一步控制。轧后冷却控制系统将两个冷却段视为独立的冷却区间,带钢同一样本段在两个冷却区间内分别进行前馈设定计算。采用上述控制策略,一方面可以将单一冷却区间内的计算偏差降低,另一方面1#冷却段内的模型计算偏差能够在2#冷却段得到智能修正,以进一步提高卷取温度控制精度。
上述研究成果已成功应用于沙钢1700热连轧线,卷取温度命中率提高近8%。