优秀个人成果:直接火焰冲击加热技术的研究与开发
发布人:Super User 发布时间:2017-01-16 浏览次数:970大中小
直接火焰冲击(DFI)加热方法利用高温、高速火焰直接冲击被加热工件的表面,通过火焰燃烧产物的强制对流和辐射换热加热工件,可用于金属带钢连续退火、成形的预热和加热工序。DFI加热方法具有热流密度大,热效率高,加热速率快,节省能源,废气排放少,加热薄带材时效率更高,均匀性更好,更节能等优点。另外,DFI加热对工件表面的油污、乳化液、残留物等具有清洁作用,可以全部或部分替代退火处理前的表面清洗。采用DFI方法加热带钢存在的最大问题是均匀性难以保证,高温均匀加热也有一定困难,目前通常加热温度在200~300℃左右。
为促进DFI技术在实际生产上的应用,先进冷轧、热处理和涂镀工艺和装备技术方向花福安围绕新型DFI烧嘴及其燃烧特性和DFI加热系统开展研究,开发出具有自主知识产权的新型窄间距多喷嘴直接火焰冲击烧嘴,其火焰间距与国外烧嘴相比减少了50%,极大地提高了加热均匀性,并且该烧嘴有水冷,为其高温应用奠定了基础;提出了多烧嘴脉冲燃烧控制方法和火焰宽度调整方法,其创新点是利用极少的控制阀实现了大量烧嘴的脉冲燃烧控制,解决了现有技术控制阀数量多,控制系统庞大复杂,使用过程中故障率高,维护成本高等问题。火焰宽度调节采用多孔转动套管机构,简单可靠,不需要轴向移动,与现有技术相比,大大缩减了调节机构的轴向尺寸;系统研究了烧嘴的燃烧特性,获得了火焰的稳定性条件、各种富氧和空气过剩系数条件下火焰的温度及其分布、火焰长度、加热带钢试样的加热速率等数据,为DFI加热系统设计奠定了基础。
目前,已经基于上述研究成果设计制造了带钢加热装置,用于高硅钢轧制之前的加热提温,最高提温温度达400℃。上述成果还可以用于带钢连续退火(热镀锌)生产线上,快速将带钢加热到500~700℃,提高材料性能,提高生产线效率,降低产线长度,节约能源,减少污染物排放,解决连续退火快速加热技术难题,促进连续退火技术向高效率、绿色化方向发展。
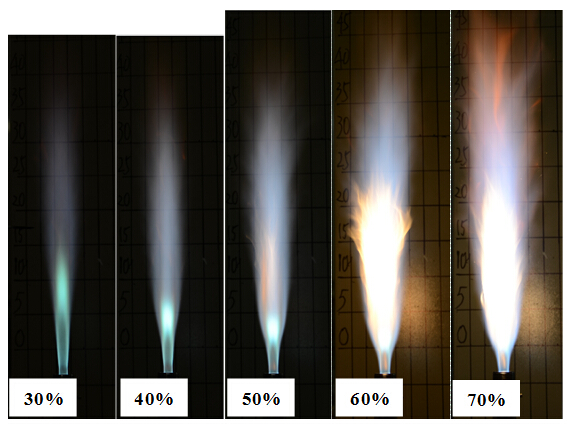
▲氧化剂中不同氧气条件下火焰状态
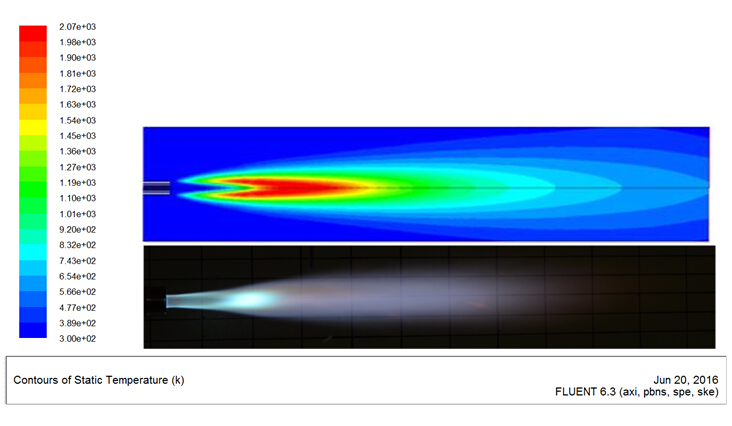
▲DFI烧嘴燃烧计算机模拟结果
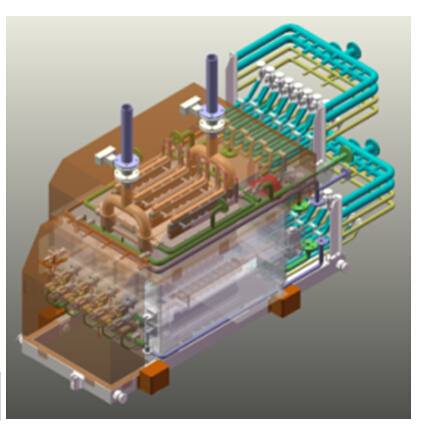
▲ DFI加热系统


