达涅利将改造纽柯钢铁薄板坯连铸连轧产线为QSP工艺,什么是QSP?
发布人:Super User 发布时间:2018-12-13 浏览次数:958大中小

达涅利改造纽柯钢铁Gallatin工厂,将其升级为达涅利高质量带钢生产线QSP®
达涅利赢得纽柯钢铁的信任,升级改造其位于美国肯塔基州根特的薄板坯连铸连轧厂,帮助其拓宽产品大纲并提升产线产能。
新产线将其现有的紧凑式薄板坯连铸连轧升级改造为达涅利最现代化的QSP®工艺(高质量带钢生产),升级改造后,纽柯钢铁Gallatin厂将提升热机轧制能力,拓宽其高级高强钢、管线钢和其他高附加值品种钢的生产能力。
未来完整产线包括新增一台达涅利第五代单流直弧式板坯铸机,其年产能可达272万吨。新增隧道炉用于连接铸机和新增的两台粗轧机架。
六机架精轧机组改造内容包括:新的机架间导卫、活套和弯辊窜辊系统,具备生产宽度为1870毫米带钢的能力。
新的输出辊道配有强化冷却和层流冷却系统、两台新地下卷取机和钢卷运输系统。
新增铸机和隧道炉的前段及摆动段将来会在不影响轧机生产的情况下进行安装。
工厂改造还包括新增一台高性能直流电炉,配有Q-Melt自动炼钢工艺模型,双工位LF炉,及预留真空脱气装置。达涅利自动化将提供从炼钢到热轧成品卷的完整工艺控制,实现工业4.0。
这是第一次,将典型的紧凑式薄板坯连铸连轧产线全面升级为达涅利最现代化的QSP®(高质量带钢生产)工艺路线。纽柯和达涅利团队将致力于在连铸连轧领域设立新的标杆。
什么是QSP?
1达涅利薄板坯连铸连轧生产线的设计方法
20世纪80年代后期薄板坯连铸连轧最先应用之后,达涅利认为有必要根据质量和产量的需求,发展自己的设计理念,来克服“第一代”设备的缺点。达涅利引人了自己创新和完整的方法。
自从1985年第一次应用以来,一直采用垂直弯曲设计工艺,同时还采用了获得专利的动态软压下技术。根据轧机所要求的生产效率和质量,这种设计可使板坯质量得到提升,同时在选择板坯厚度上有很大的自由度。
1.1薄板坯连铸机设计
与其他薄板坯连铸机设计相比较,达涅利铸机最大标志性的特征包括:
(1)与垂直设计相对应的垂直弯曲设计这种设计应用一个专门的辊列图来匹配铸坯内部清洁度和钢水的静压力(减少了整个铸机的高度)。
(2)与传统的漏斗结晶器相对应的长漏斗H2结晶器(达涅利专利)该结晶器允许降低凝固过程中板坯的强度,它是确保浇注裂纹敏感钢种(例如其他薄板坯铸机不能生产的包晶钢)的重要因素。
(3)与静态轻压下相对应的动态轻压下(达涅利专利)的应用采用该技术是确保最佳内部质量的重要因素,在所有的浇注条件下均适用,不仅仅是在特定的操作条件下适用。
图1 达涅利薄板坯连铸机
(4)与喷水二次冷却相对应的气雾二次冷却气雾二次冷却就是凝固过程中允许对板坯的热分布进行微调,可以用动态的方式对浇铸条件(如拉速、过热度等)在最大的控制范围内进行调整。
(5)与无独立冷却相对应的独立的密闭的循环冷却用于铸机所有的需维护的部件如轴承、支撑座等。该特征允许在不考虑铸机速度的情况。
下检测、控制铸机的这些部件的温度,以减少维修。
(6)与无铸机除鳞装置相对应的与铸机整合的除鳞装置可在铸坯进人加热炉前清除铸坯表面的氧化铁皮,因此改善加热炉内的维护条件,同时提高成品卷的质量。
(7)轧机的配置灵活的薄板坯轧制生产线第一次被应用时,所有的轧机机架串列成为精轧机组。达涅利将粗轧机组和精轧机组分别配置,目的是可应用先进的轧制工艺,例如典型的应用于传统热轧厂的铁素体轧制和热机械轧制。根据板坯的厚度和成品卷的厚度确定轧机的机架数。图2是达涅利FTR生产线。
这些理念也被应用于优质钢带生产(QSP)和灵活的薄板坯连铸机生产线(fI'SR)中,它们的特点将在下文描述。
由于超高拉速连铸技术的应用,达涅利开发了超薄铸带轧制技术(ETR),特点是设备布置极为紧凑,铸机和轧机以连续的方式操作,充分利用铸机的质量流。
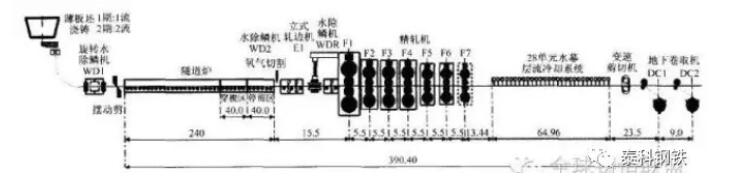
图2:达涅利FTR生产线(单位:米)
1. 2 QSP理念
优质带钢(QSP)生产的理念在几种布局中可以实现,可根据特殊的市场需求进行调整,目标是:
(1)高生产效率,缘于灵活的薄板坯连铸机具有垂直、弯曲的设计,不会受到铸机冶金长度方面的限制,可获得最佳板坯厚度。
(2)优异的铸坯表面质量,缘于: " H2结晶器和浸入式水口。与铸机匹配的旋转式除鳞装置,可在铸机出口去除铸坯表面的大部分氧化铁皮,并在加热炉内控制细小氧化铁皮的形成。在粗轧机和精轧机人口安装高效的高压除
鳞机,以保证轧制前坯料表面的清洁。
(3)优异的产品内部质量并且无中心偏析,缘于结晶器流场动力学设计和动态轻压下的组合。
(4)较好的尺寸控制:
" QSP生产线达到了钢产品公差的世界级标准,其大多数产品达到了ASTM标准尺寸公差的四分之一以下。轧机机架上安装了最新型的控制执行机构,保证了整个轧制过程中控制的精度和一致性。
达涅利提出了一条完整的薄板坯QSP连铸连轧生产线,根据最终应用的特殊需求而设计,年产能超过300万t。图3为达涅利QSP生产线。
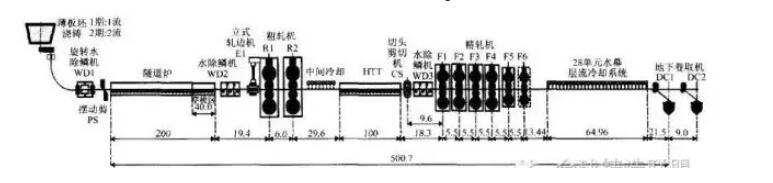
图3:达涅利QSP生产线(单位:米)
1. 3 QSP的布置
QSP的布置主要是为满足条件苛刻的客户,该产线生产高档钢材。和其他薄板坯技术相比,QSP主要生产最厚为100 mm的板坯。由于这种特殊布置,可以用1流铸机年产200万t高档产品,并使用“两步轧制”的控轧技术,尤其是热机械控轧技术。
由于具有较厚的板坯和良好的温度控制,可以安装8个轧机机架(2RM+6FM)来生产全范围的产品。包括以单块轧制模式(batch rolling)生产厚度为0. 95 mm的薄规格产品。图4示出精轧机人口部分。
由于采用QSP工艺,可以大量生产高附加值产品,其投资回收很快。只用1个注流的铸机就有利可图,没有必要考虑将来的扩展。
QSP工艺包括:
(1)与轧机同线安装的达涅利FTSC垂直弯曲型铸机,浇铸高质量的薄板坯;
(2)在铸机的出口,对板坯进行切割和除氧化铁皮;
(3)通过与铸机和轧机连接的隧道式加热炉加热板坯;
(4)在粗轧区轧制板坯。该区域包括1个高压的除鳞装置,1个上部驱动的立辊轧边机,以及1个或2个粗轧机架;
(5)被轧制的钢材从粗轧机出口经过一个加热传输辊道(HTT)到达精轧机人口,必要的话还有一个用于热机械轧制工艺的中间冷却系统;
2结论
新一代的热轧厂必须考虑产品的内部质量、表面质量、钢种、薄规格产品和高附加值产品的比例等一系列要求,而采用QSP, QSP紧凑型版本fI'SR和ETR布置是获得满足这些要求的最佳方法。每种配置都是为了优化资本性支出和运营成本,以满足顾客想要达到的特殊需求。
达涅利已经设计投产的产线铸机流数超出20多流,包括一些世界级标志型产线,例如:
加拿大的Essar Algoma,1997年开始,第一个用薄板坯连铸生产包晶钢;
中国的唐山钢铁公司,世界上第一个年产超300万t的薄板坯(2流铸机,2005年)厂;
中国的本钢,2008年开始生产高牌号硅钢;
韩国浦项光阳厂,2009年产生第一个超高速薄板坯连铸机;
俄罗斯的OMK厂,2009年世界上第一个生产用于北极的API管线钢。
基于上述的经验,应用达涅利薄板坯连铸连轧技术不仅可生产商业钢种,还可以生产高附加值的应用于北极的条件苛刻的API钢种。
由于达涅利超高速连铸技术的应用,薄板坯连铸连轧可以达到年产400万t的产量。
详情请咨询:
詹会彬
+86 185 5002 6038
【内容来源】达涅利中国
【版权声明】版权归原作者所有,如有侵权请联系删除
【编辑】侯思璇


