——形成理想的低成本经济型热轧双相钢生产工艺,助推包钢双相钢美誉度提高
2013年11月29日,包钢CSP热轧带钢生产线超快冷系统升级改造项目顺利完成热负荷试车,并投入生产应用。包钢CSP超快冷系统采用后置式布置(层流冷却后、卷取机前),旨在用于全系列厚度(≤11mm,Max.13mm)高品质经济型热轧双相钢的开发生产。
针对包钢CSP超快冷升级改造项目需求,我室热轧带钢超快冷课题组负责人袁国副教授基于冷却机理分析及热轧双相钢的工艺研究,同时结合多年来在涟钢2250/CSP、迁钢2160等超快冷项目的开发实践,合理配置,为包钢CSP生产线全新装备了我室热轧带钢超快冷技术科研团队开发的热轧带钢新一代超快冷装备及系统。升级改造后,在热负荷试车过程即实现稳定的6mm双相钢批量生产,随后快速开发出理想的厚规格11mm 热轧双相钢产品生产工艺。

经6mm DP540、11mm DP590热轧双相钢大批量生产实践表明,超快冷设备及系统具备的超强冷却能力可将厚度11mm 600~700℃带钢快速冷却至180℃以下及至室温,很好地满足了全系列厚度规格低成本热轧双相钢生产工艺需求。冷却后带钢板形良好,过程工艺参数控制精度高,大批量生产连续稳定,真正实现了装备一流、国际领先、工艺稳定的既定目标要求,开发形成了理想的低成本经济型热轧双相钢生产装备及工艺技术:
« 低成本成分设计:基于相变强化,C-Mn系;
« 软硬两相比例合理,厚规格产品厚度方向的组织均一性良好,均为F+M的双相组织;
« 产品力学性能强韧匹配良好,且实现了窄性能范围控制:异板性能≤30MPa,同板宽向及长度方向性能≤20MPa;
« 全系列范围覆盖:由薄到厚1.5mm~11mm,具备13mm厚度生产能力;
« 冷却均匀:板形及卷形良好;
« 生产连续稳定:大批量生产工艺及产品性能稳定。
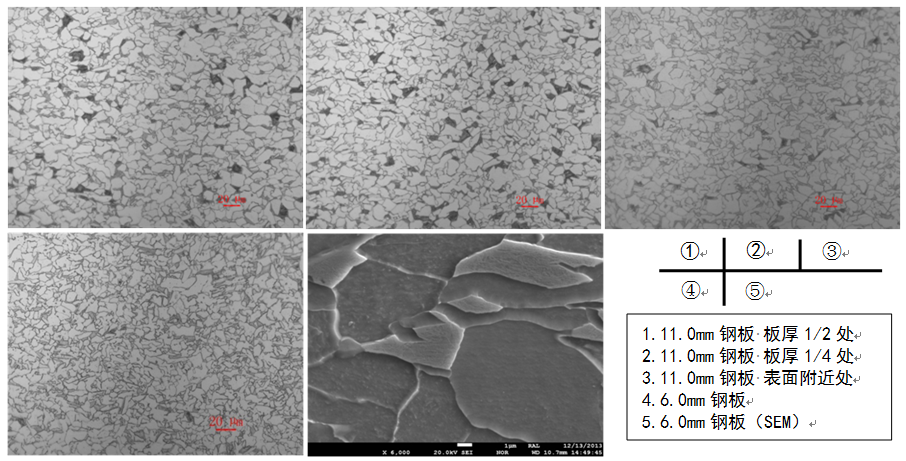
批量生产的热轧双相钢显微组织
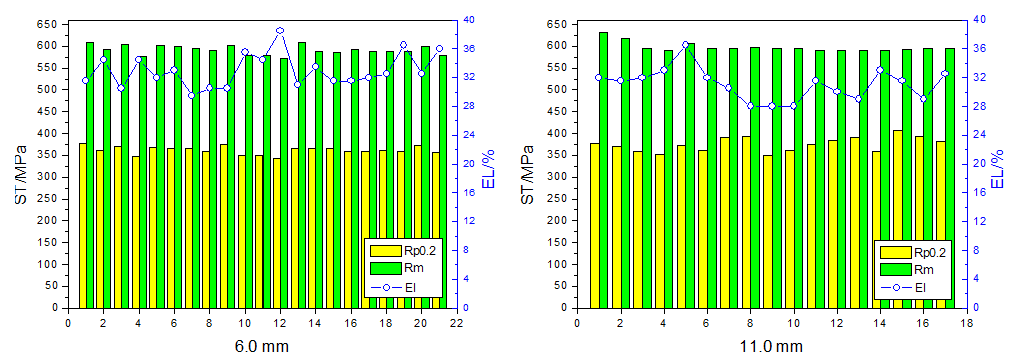
批量生产的热轧双相钢力学性能
表1板卷板宽方向性能均匀性
|
位置 |
屈服强度/MPa |
抗拉强度/MPa |
屈强比 |
延伸/% |
|
板宽边部 |
377 |
578 |
0.65 |
35.0 |
|
板宽1/4 |
383 |
577 |
0.66 |
33.5 |
|
板宽1/2 |
373 |
588 |
0.63 |
33.5 |
|
板宽3/4 |
384 |
588 |
0.66 |
35.5 |
|
板宽边部 |
380 |
591 |
0.64 |
33.5 |
热轧双相钢作为包钢CSP热轧线开发生产的高附加值特色产品,此次超快冷系统升级改造顺利完成,据包钢初步估算,通过提升产品性能稳定性,减少合金用量,吨钢可降低生产成本100元左右。同时,还将全面推进产品规格和强度等级系列化、特色化,尤其是在高强度、厚规格等开发与生产方面得到丰富和完善,对进一步增强产品市场竞争力,做大做强包钢热轧带钢双相钢产品将具有重要意义。